振動計
振動分析計 VA-14NEW

特長
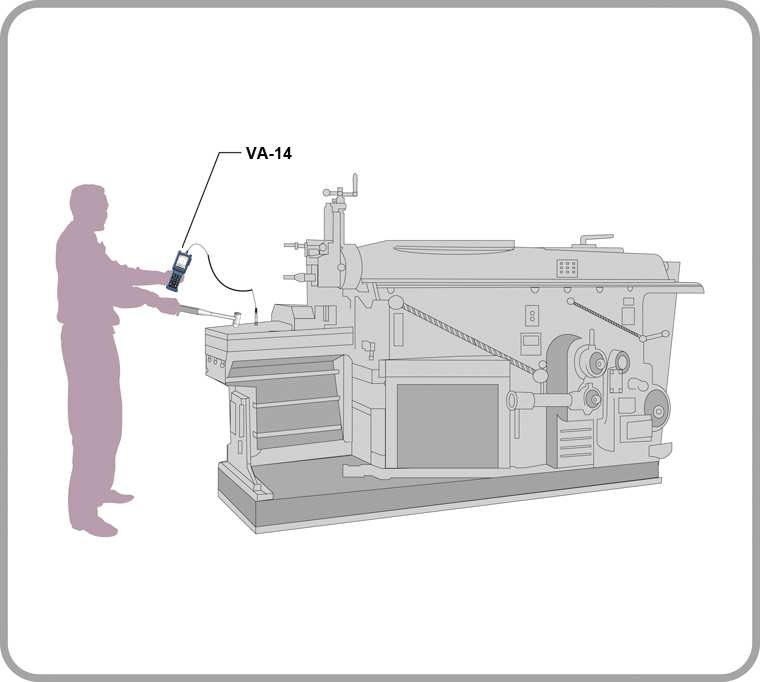
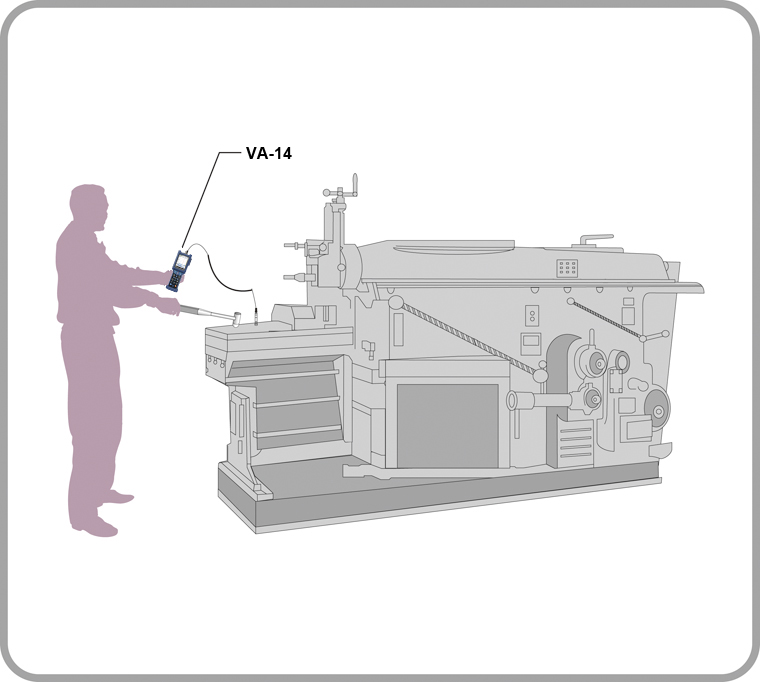
VA-14は、設備診断や現場測定に必要な機能を包括的に搭載した、FFT分析機能付きの振動分析計です。 従来機種VA-12から約200 g軽量化しスリムな形状となり、片手で持ちやすく現場測定に最適です。 新たにLAN端子を搭載したことで、通信機器との接続が強化され、遠隔で本器のコマンド制御やファイル転送が可能です。 また、機能拡張プログラム VX-14Sをインストールすることで、マイクロホンを接続し音を測ることが可能となり、振動測定に加え、音の周波数分析・評価までVA-14 1台でカバーします。 機械設備やモーターなどの回転体が発する振動の測定や、振動による設備診断に加え、製品の研究開発など、様々な測定場面でご利用いただけます。 また、故障診断プログラム VX-14Dをインストールすることで「故障診断機能」が追加され、ベアリング異常などの摩耗系故障やアンバランス・ミスアライメントなどの構造系故障の診断を行うことが可能となります。 さらに「絶対値判定機能」が追加され、設備の健全性を判断するために、ISO 10816-1に基づく判定基準値、またはISO 20816シリーズに基づく任意の判定閾値を設定できるようになりました。 これにより、設備診断をより簡便かつ高精度に実施することが可能となります。
-

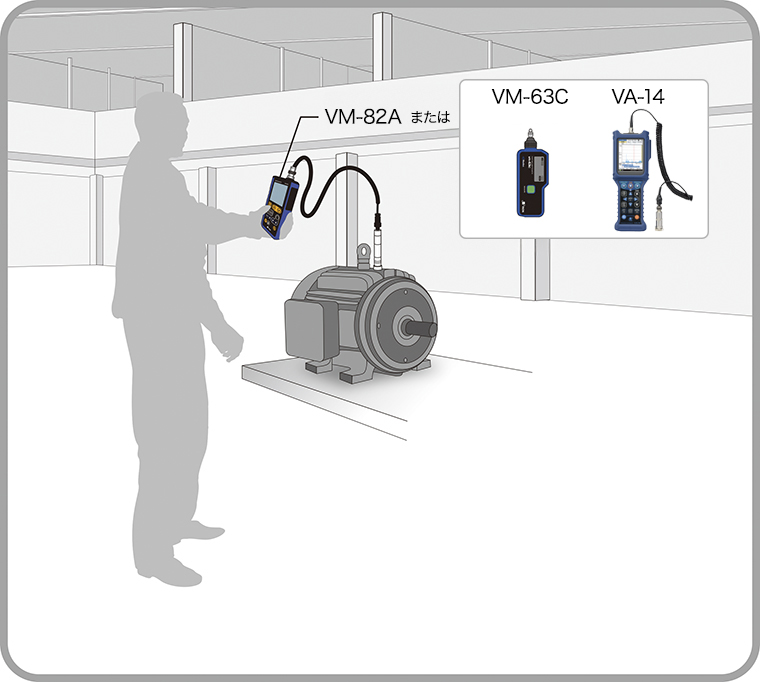
設備診断や現場測定に最適
振動の大きさの測定に加え周波数分析まで可能なため、簡易診断から精密診断まで高度な解析が可能。
-

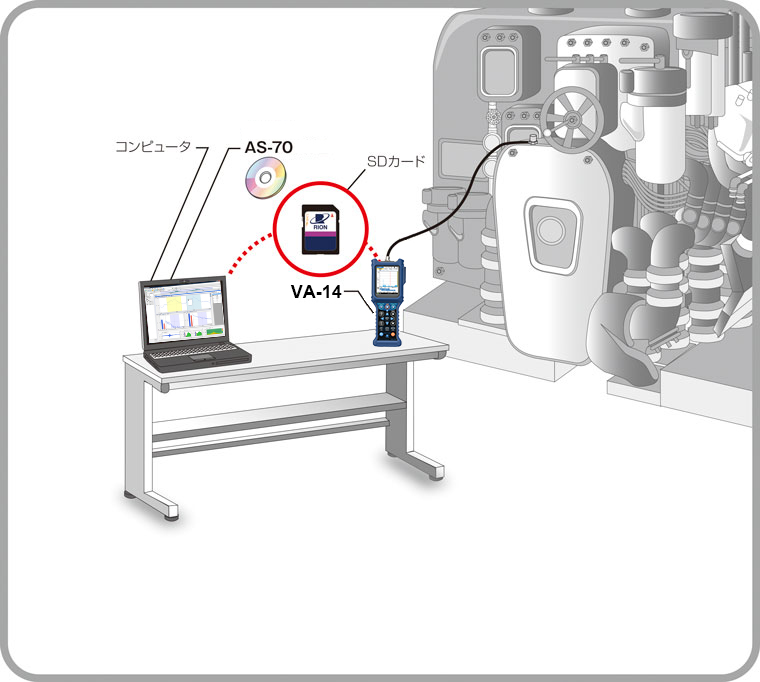
ネットワークとつながる
LAN端子の搭載により通信機器との接続を強化。測定データを用いて生産ラインの良否判定システム構築などに活用。※VX-14Sが必要
-

音の測定が可能
マイクロホンを接続し音の測定が可能。振動測定に加え、音の評価までVA-14 1台でカバー。 ※VX-14Sが必要
紹介動画
-

振動分析計VA-14 Promotion Video
VA-14の ”選ばれる理由” を解説
標準機能
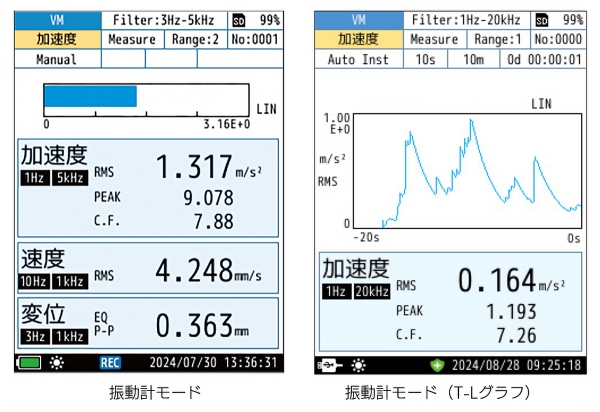
振動の大きさ(加速度、速度、変位)を測定することが可能です。
● 加速度、速度、変位および波高率の同時測定が可能
測定結果は一画面で表示することができるため、作業効率が上がります。
● 振動シビアリティ(ISO 2954:2012)に対応 NEW
速度 10 Hz(HPF)〜1 kHz(LPF)の電気特性は、振動シビアリティ(ISO 2954:2012)に示される、
周波数範囲を満足します。
● 振動値のTime-Levelグラフ表示 NEW
稼働時の振動が変動する機械の振動測定などに便利な機能です。
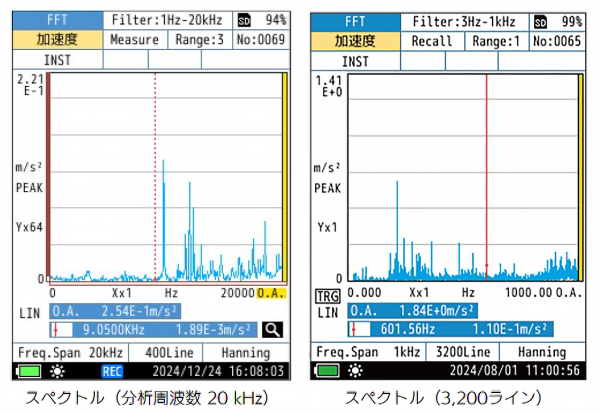
FFT分析により、振動の各周波数成分を確認することが可能です。
設備診断や機械の設計開発などの現場で活用いただけます。
●リアルタイム分析周波数 最大20 kHz
● リニア平均値、最大値を同時保存 NEW
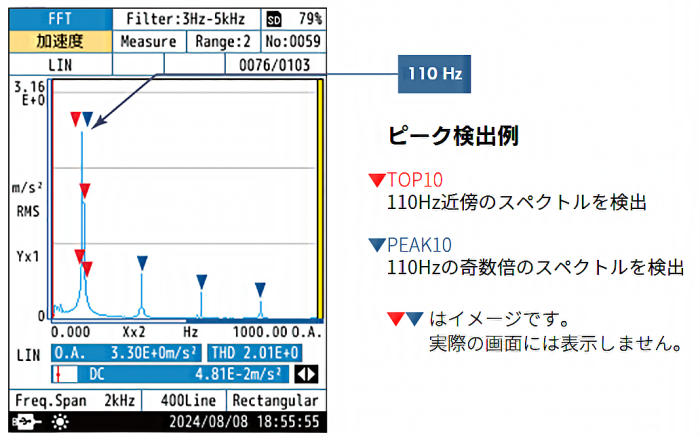
● 2種類のピーク検出機能 NEW
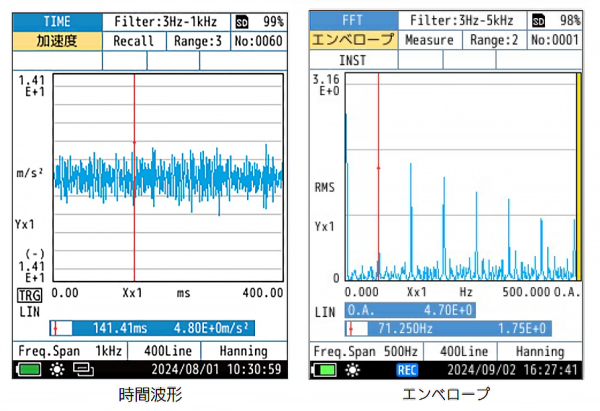
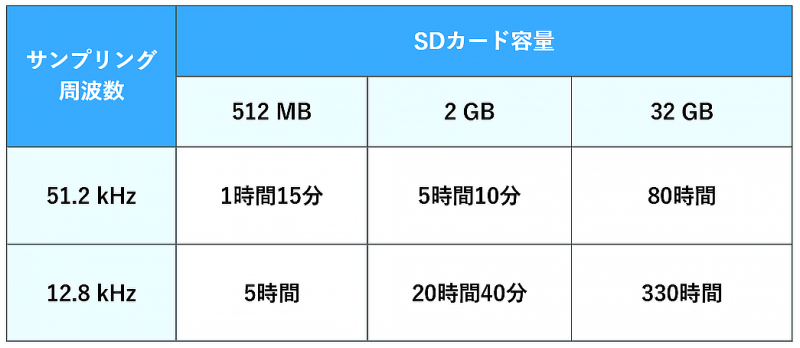
● 波形収録(FFT分析と同時に振動波形データを保存)
気になる箇所は後でWAVEデータを用いて詳細に再解析が可能です。
最大収録時間の目安は以下を参照。

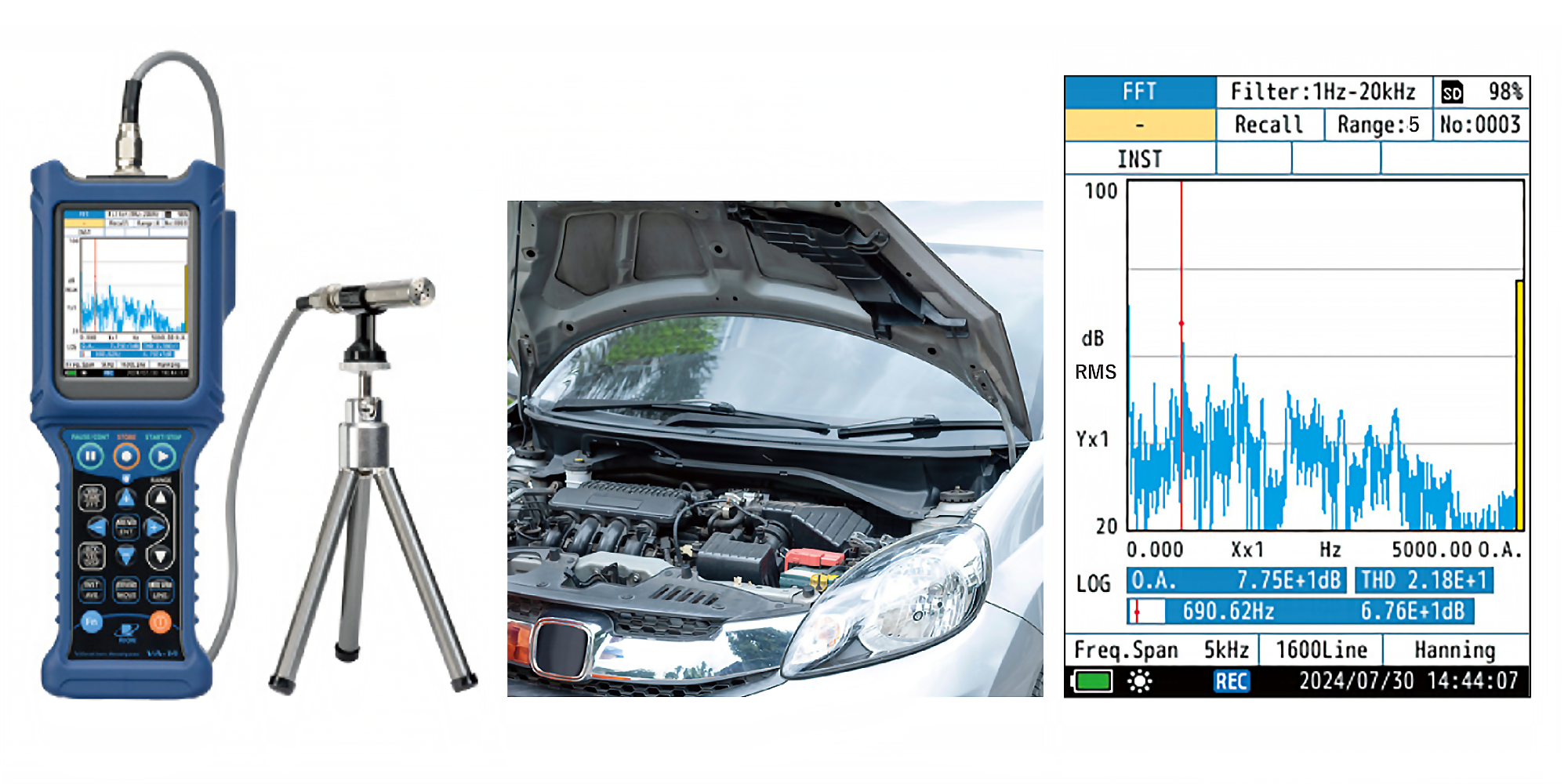
●歪率の算出(THD -total harmonic distortion-) NEW
音を周波数分析し、歪率を算出することが可能。
(マイクロホン接続には「機能拡張プログラム VX-14S」のインストールが必要)
歪とは、スピーカから出力された元の信号波形に他の信号が混ざり波形が変化することで、歪率は歪の程度を表します。
元の信号(信号の主成分、振幅波形)に対して、余分な高調波がどの程度含まれているかを評価します。
活用例:オーディオ機器(ヘッドホンやイヤホン)の音の性能を測るための指標の一つ「歪」の評価に活用
「ファンクションキー」搭載 NEW
機能を割り当て、ワンプッシュで操作を実行

「操作ロック機能」搭載 NEW
誤操作を防止するキーロックや、設定変更を制限する操作ロックで、測定現場でのミスを減らします。
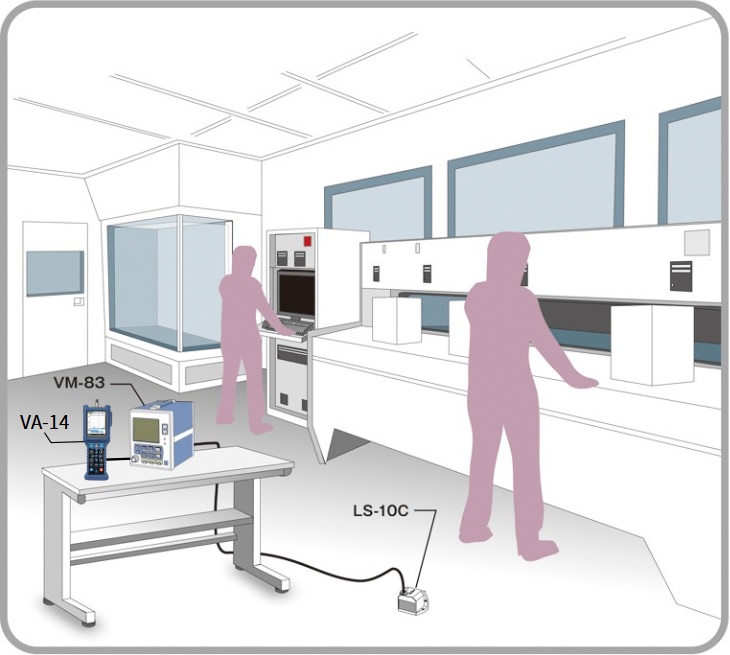
「校正用加振器 VE-10を用いて、現場で手軽に校正」 NEW
ピックアップに付属される感度値の入力以外に、VE-10の加振信号を用いて感度調整を実施。
正しく感度を把握し、より正確に測定結果を得ることが可能。

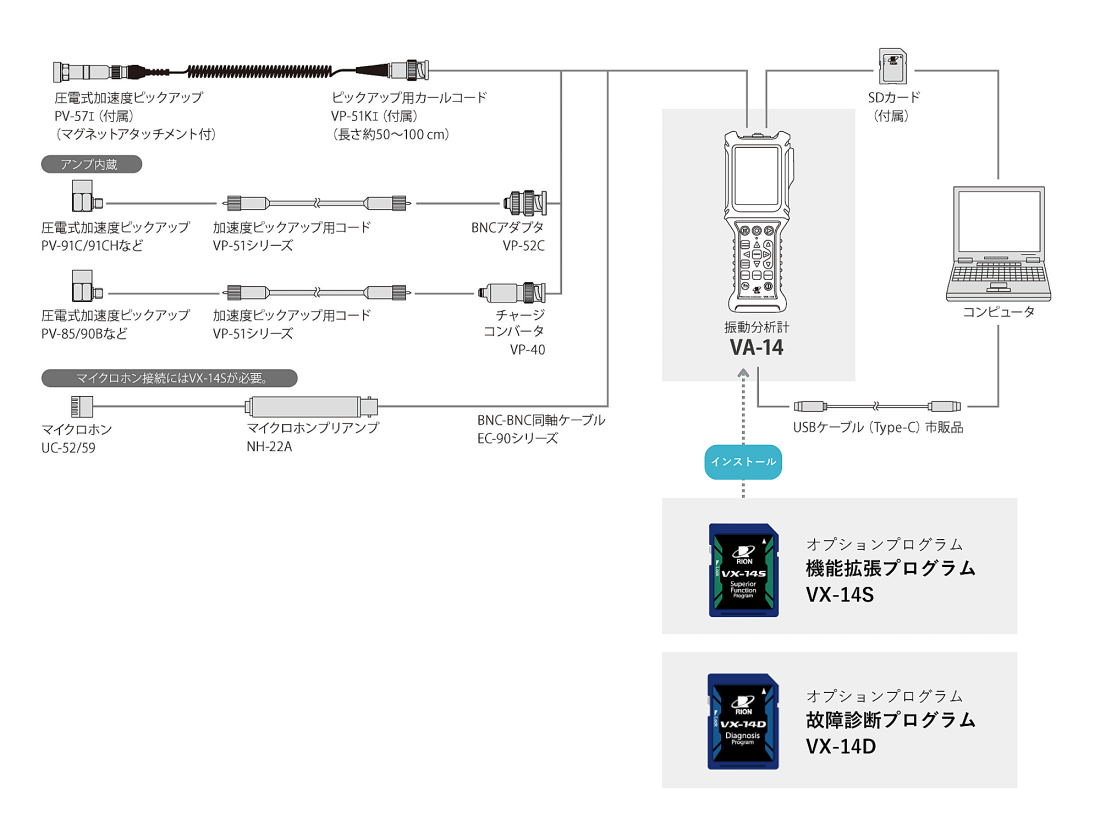
機能拡張プログラム VX-14S
[マイクロホンプリアンプ接続機能]
マイクロホンを接続し、音の測定が可能。
振動測定に加え、音の評価までVA-14 1台でカバーします。
活用例:
FFT分析で騒音と振動を切り分け、機械の静音性の評価や異音検出、対策方法の検討に活用
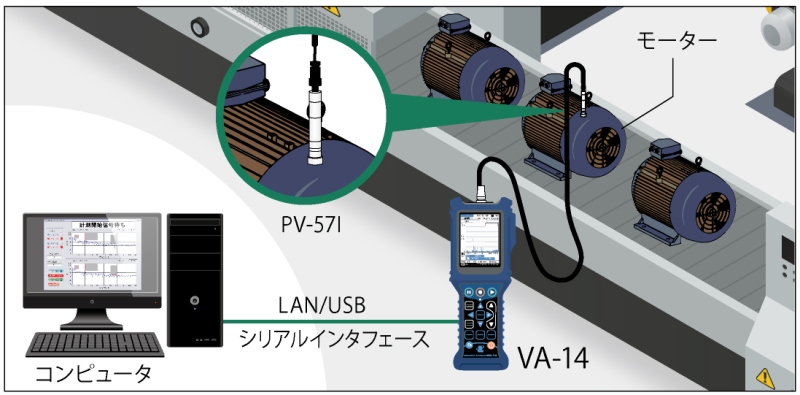
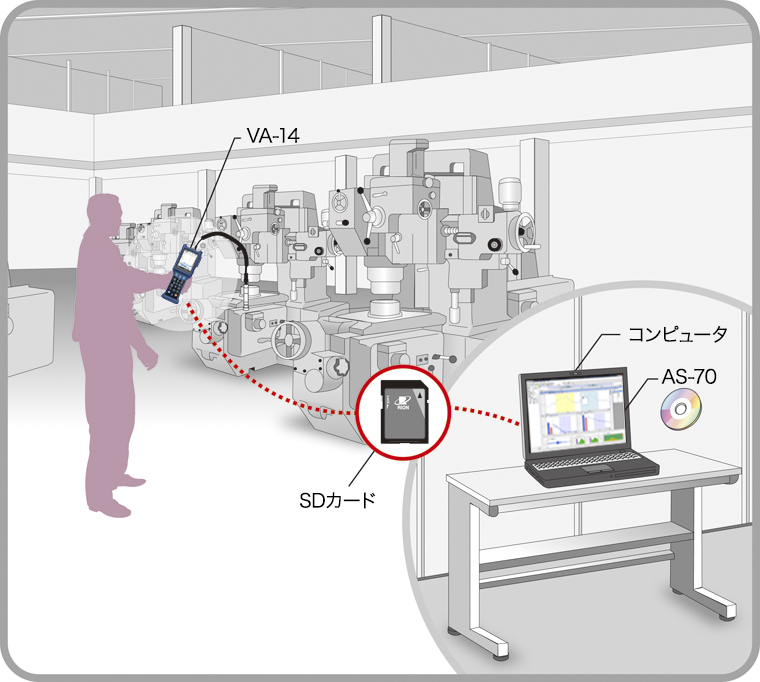
◆通信機器との接続を強化
[通信機能(LAN/USB)]
USBまたはLANのどちらか(一方)によりコンピュータと通信し、コマンドを用いて本器の制御と以下の機能が使用可能。
活用例:
VA-14の測定データを用いた、生産ラインの良否判定システムや、振動監視システム構築に活用
※コンピュータ用のソフトウェアは別途必要です。
◆振動の長時間記録(振動計モードで動作)
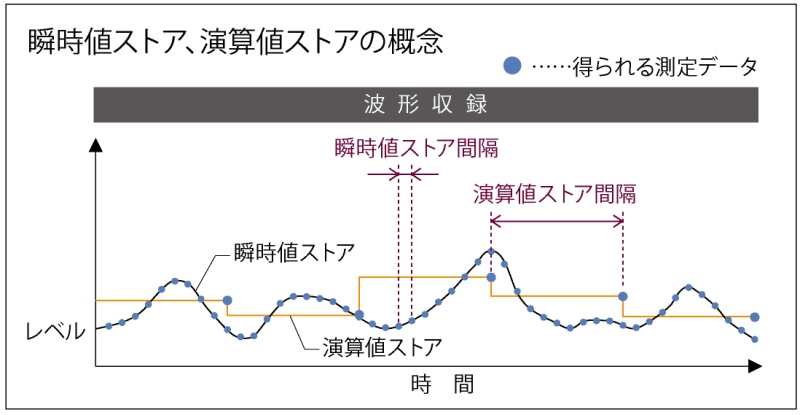
[Autoストア機能]
瞬時値、演算値(加速度、速度、変位より選択した指示特性の平均値、最大値など)の連続記録を同時に行うことが可能。振動値の時間的変化を計測することが可能。
[長時間波形収録機能]
収録したデータはコンピュータで周波数分析が可能。
最大収録時間:200時間
(Autoストア測定区間を全て収録 ※サンプリング周波数12.8 kHz時、SDカード32 GB使用時)
活用例:
設備機械の回転数やポンプの水量など負荷条件を変えたときの振動の変化と、振動による影響の評価に活用

※瞬時値ストア間隔:100 ms、演算値ストア間隔:OFF
◆機械の状態を正確に評価
加速度、速度、変位で真のピーク値を算出。
実効値×√2である等価ピーク値に対し、振動波形のピーク値を算出できるため、より正確な評価が可能。
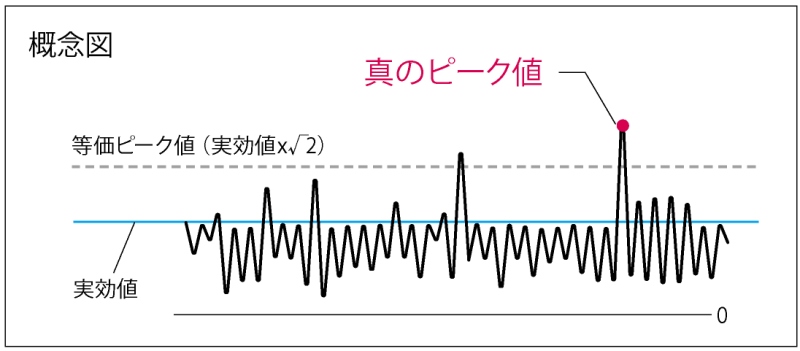
正確な評価で早期に機械や設備の故障を発見し、生産を効率化
故障診断プログラム VX-14D



◆故障診断機能
● 振動の振幅波形情報および周波数分析(FFT分析)結果を基に、構造系(アンバランス、ミスアライメント)、
摩耗系(ベアリング異常、歯車異常など)それぞれの故障レベルを評価
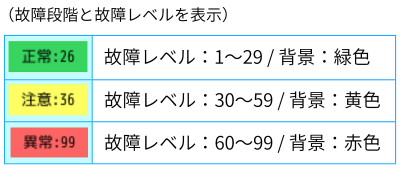
● 故障レベルを1~99の数値で評価し、レベルに応じた3つの故障段階(正常、注意、異常)を表示および保存
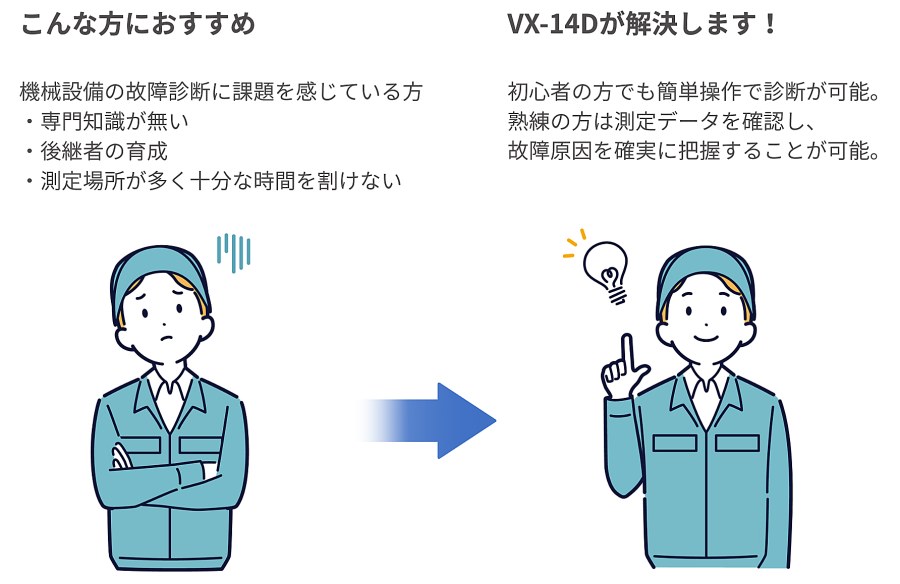
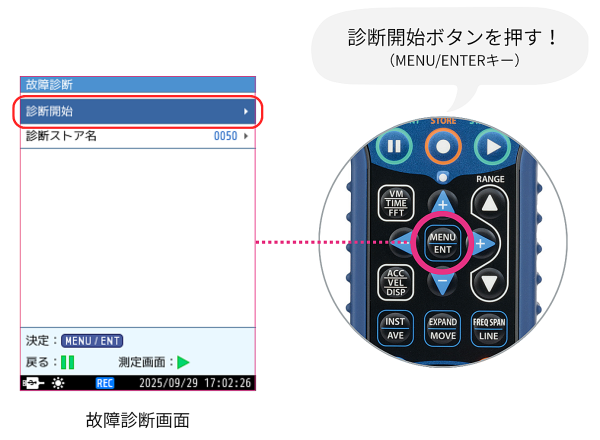
①センサを設置して診断開始するだけの、簡単操作
熟練エンジニアの知見と技術をシステムで再現。誰でも簡単に、短時間で故障診断が可能
1.故障診断までの流れ
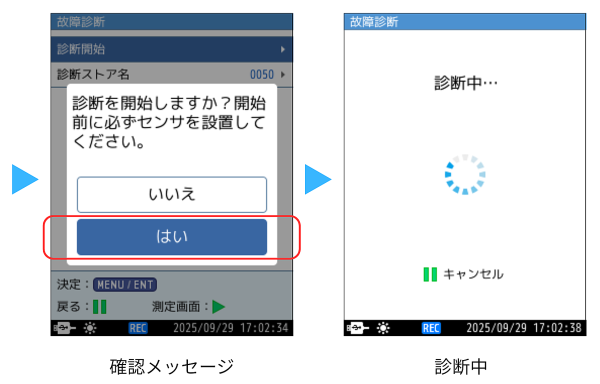
2.診断はすぐに完了!
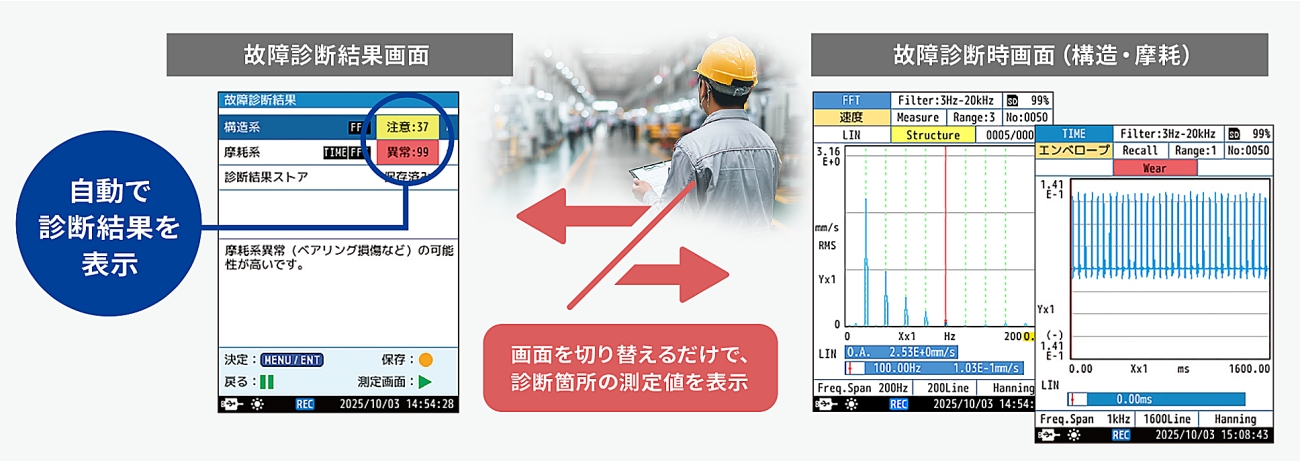
診断結果とコメントを表示
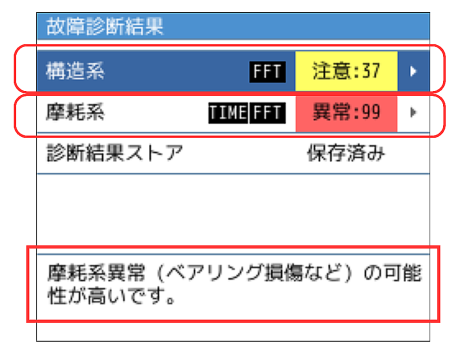
※ 診断条件:回転機械(回転数180~3 000 rpm)
②診断の根拠となる測定データも確認できる
自動診断結果だけでなく、測定データ(FFT分析結果、振幅波形データ)も確認できるため、
設備診断の専門知識を活かした解析が可能
<リオンの判定技術 - 構造系診断、摩耗系診断>
どうやって判定しているの?
★構造系診断:
アンバランス、ミスアライメント、ガタなどの構造系の異常を診断します。
異常がある場合、回転周波数に関連する成分の振動速度スペクトルが上昇します。
VA-14は、FFT分析結果にて得られたこれら成分の大きさを基に、異常を判定します。
また、スペクトルから回転周波数を判定し、総合的に診断を行います。
★摩耗系診断:
ベアリングや歯車の異常を診断します。
正常な機械では、振動加速度エンベロープの振幅確率密度分布は正規分布に近くなります。
異常が発生すると、この分布は正規分布から大きく外れます。
VA-14では、この分布の差異を基に、摩耗系の異常を判定します。
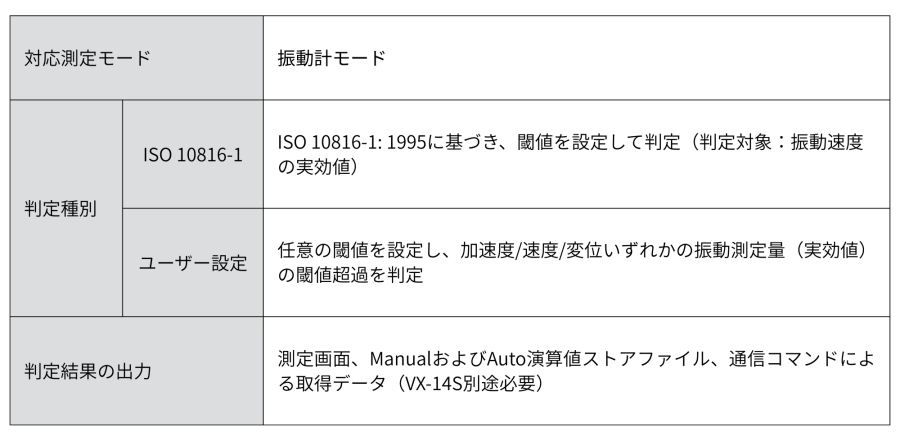
◆絶対値判定機能(振動計モードで動作)
振動の基準値を定めて、機械の状態を色で見える化
機械の「異常」を早期に発見
● ISO 10816-1に基づく判定基準値、またはISO 20816シリーズに基づく任意の判定閾値を設定することが可能
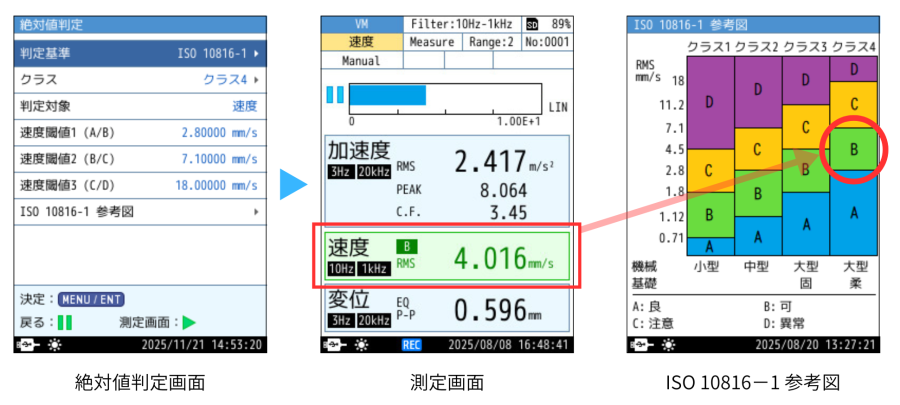
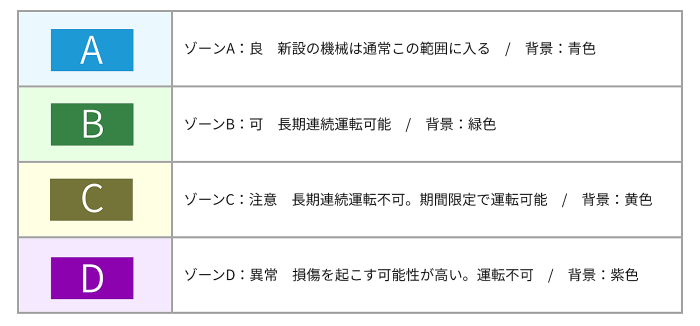
● 振動の大きさに応じた4段階(A : 良、B : 可、C : 注意、D : 異常)のカラー表示をすることで、機械の状態を一目で
把握することが可能(判定結果を測定データと共に保存。)
①ISO 10816-1に基づく基準値
・ ISO 10816-1で規定された、振動評価ゾーン(A:良、B:可、C:注意、D:異常)の判定基準値に基づき判定
・ 測定対象とする機械の出力ワット数や設置基礎の状態に応じたクラス(1~4)を選択することで、
”ISO 10816-1に基づく基準値 ” が閾値として自動設定されるため、複雑な操作無しで判定を行うことが可能
<評価する機械のクラス分類>
クラス1(小型) :出力15kw以下の汎用用電動機
クラス2(中型) :出力15kw~75kwの電動機及び特別な基礎上に堅固に据え付けられたエンジン又は機械(300kw以下)
クラス3(大型固):大形原動機及び大形回転機で高い剛性をもつ重い基礎上に据え付けられた機械
クラス4(大型柔):大形原動機及び大形回転機で、柔らかい剛性をもつ基礎上に据え付けられた機械(出力10MW以上のターボ発電機セット及びガスタービン)
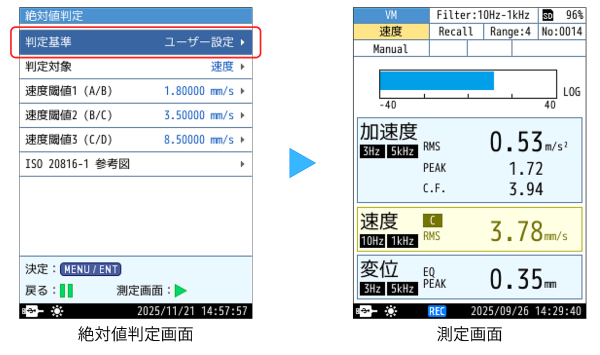
②任意の基準値(ユーザー設定)
・ 加速度、速度、変位のいずれかを選択し、利用者が指定する任意の閾値を設定して判定することが可能
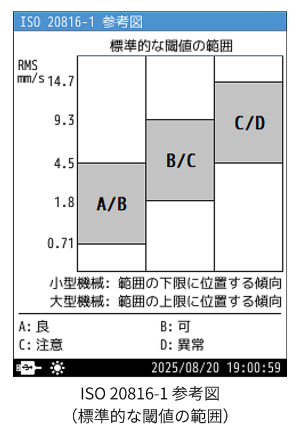
・ISO 20816シリーズに基づく判定も可能(各ゾーンの閾値を任意で設定)
■ ISO 20816シリーズ
回転機械の回転部と非回転部を対象とした振動評価の規格。
非回転部(軸受部など)では、振動速度や変位の判定基準値をゾーン区分に基づき設定して判定。
機械の異常の早期発見、設備故障による生産停止の防止に役立ちます。
(判定基準値)
A:新設の機械は通常この範囲に入る
B:長期連続運転可能
C:長期連続運転不可。期間限定で運転可能
D:損傷を起こす可能性が高い。運転不可
■ 絶対値判定機能仕様
使用事例
-
固有振動数(共振周波数)を求めたい 事例1
-
振動を防止するため、周波数分析により振動原因の周波数帯を調べたい 事例3
-
時々発生する異常振動をとらえて分析したい 事例3
-
導入設備の受け入れ検査をしたい
-
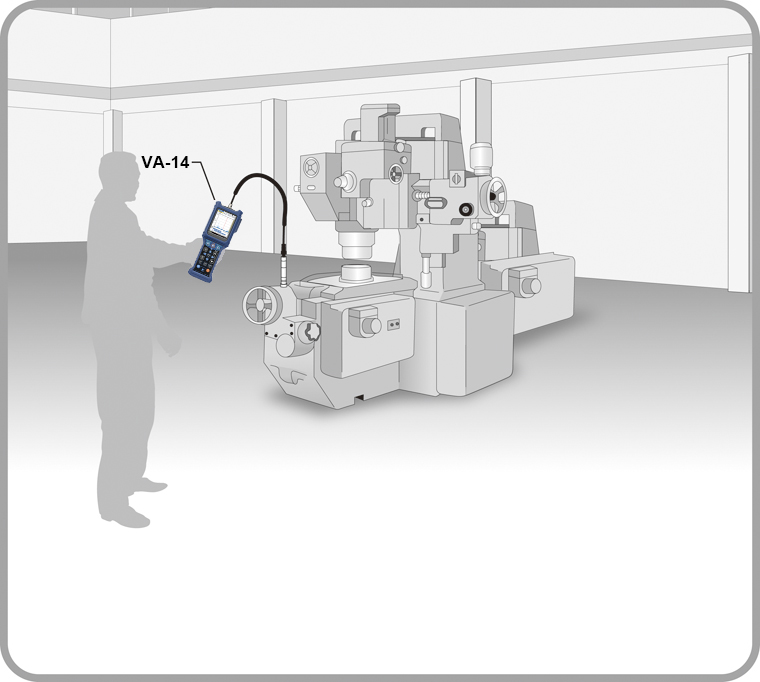
点検調整後の立ち上げ試験の振動測定
-
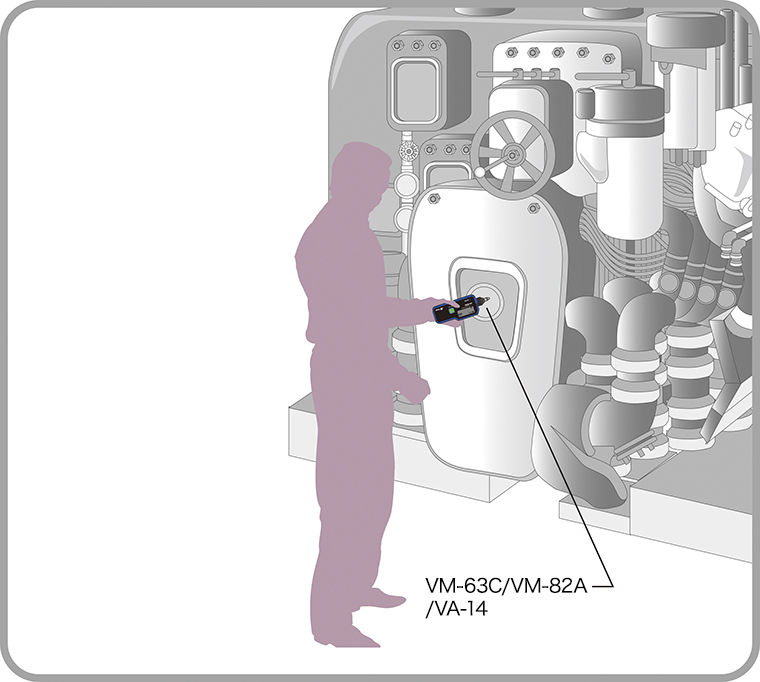
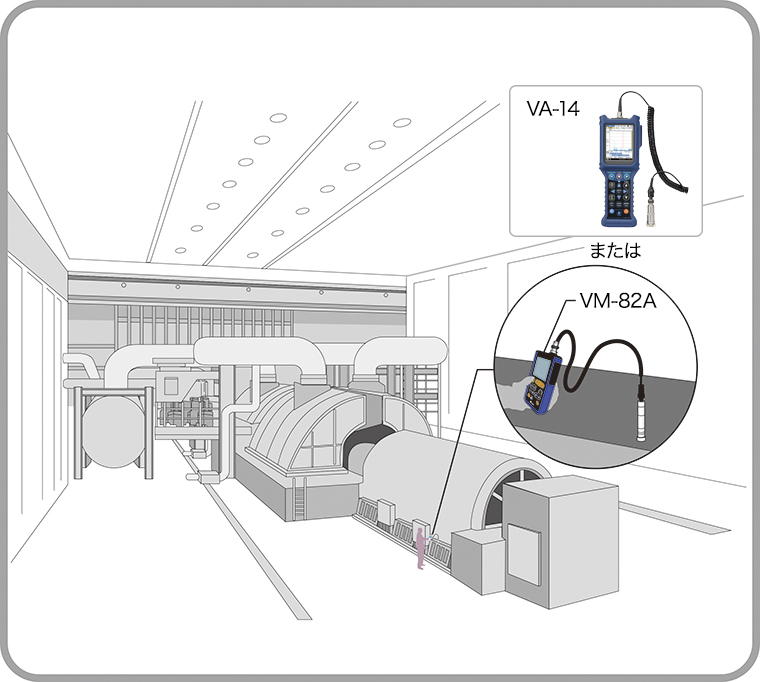
機械設備の保守点検に使用したい
-

プラント内の機械の異常個所を精密に診断したい
-
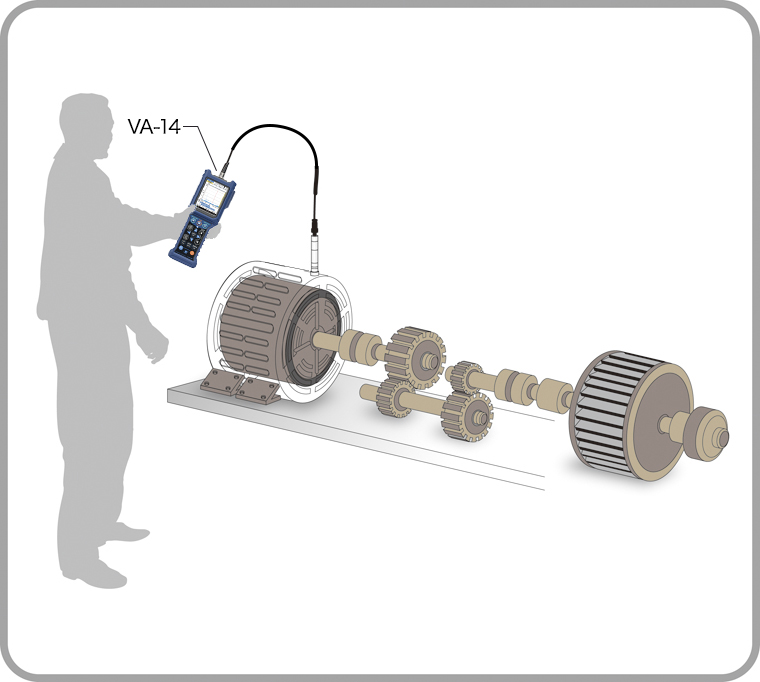
ベアリング異常を検出したい 事例2
-
診断と波形収録を同時に行いたい 事例1
-
機械の共振時の減衰比を測定したい 事例1
-
微振動を監視したい 事例4
関連資料
オプション
キャリングケース

VA-14やその他付属品を持ち運ぶための専用ケース。
ピックアップやマイクロホンケースも収納が可能。
軽くて堅牢性に優れています。
ハンドベルト

装着することで、VA-14を片手で持ちやすくなり、操作が簡単に。
ベルトの長さ調整も可能。
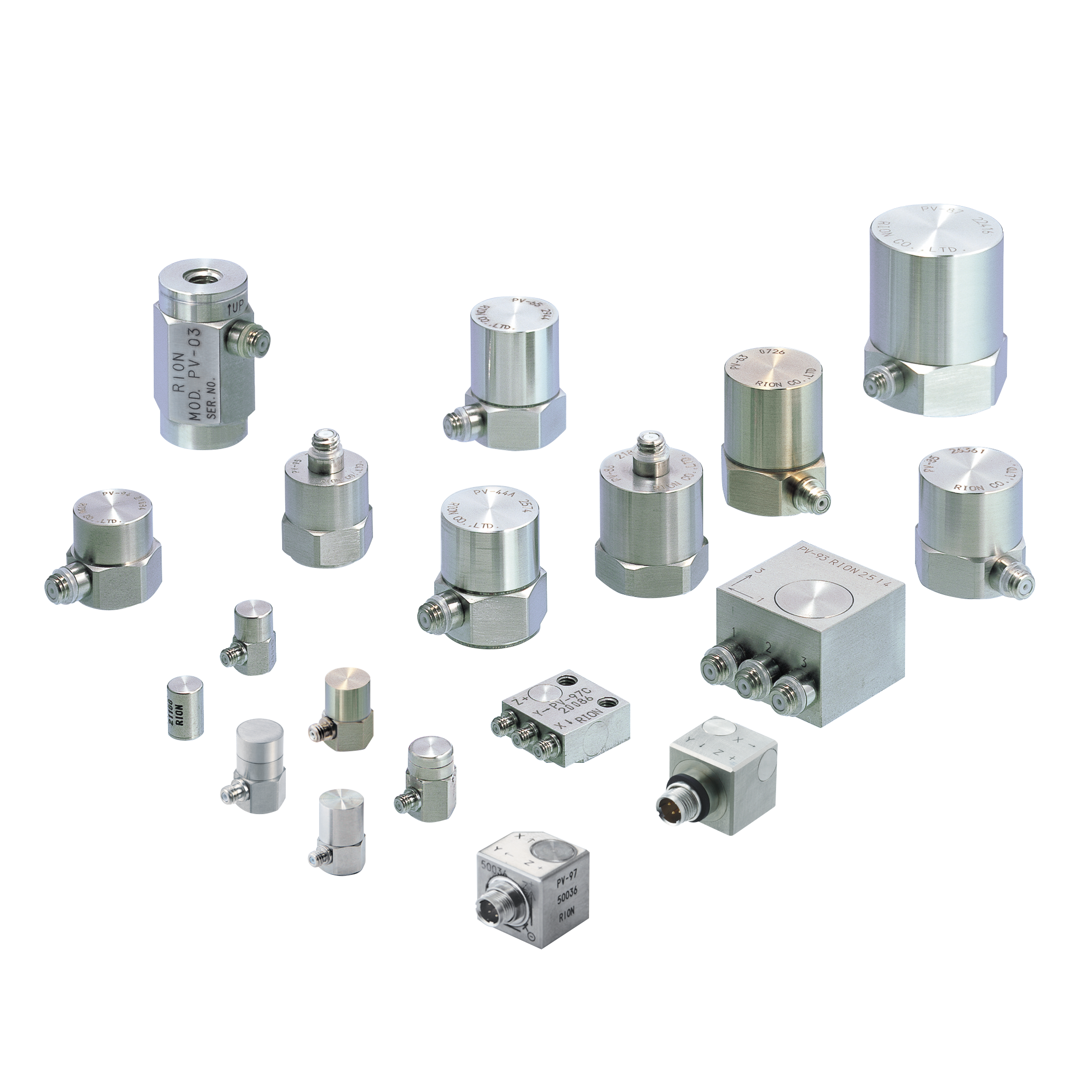
圧電式加速度ピックアップ
VE-10 校正用加振器

NC-75 音響校正器

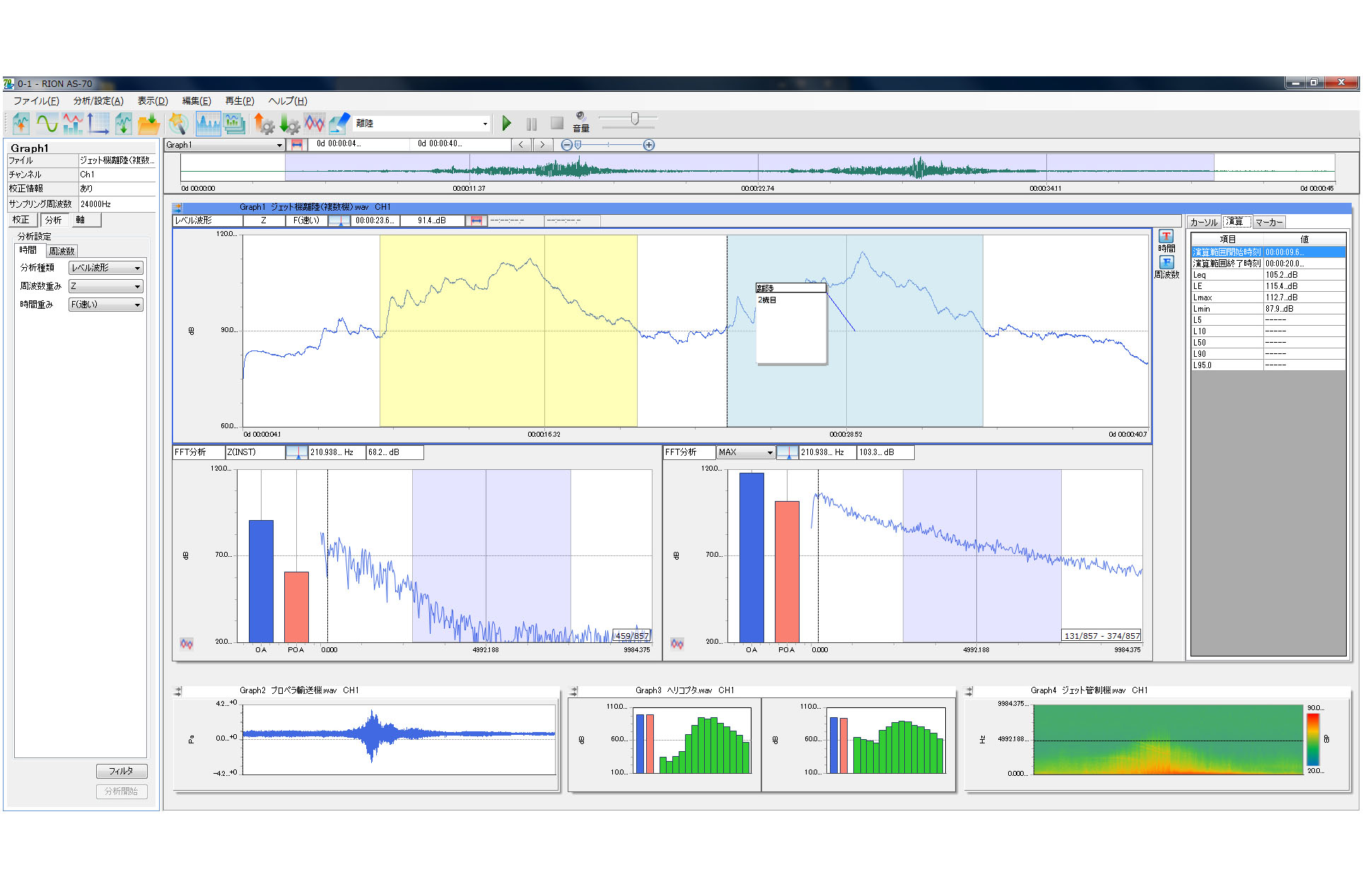
AS-70 波形処理ソフトウェア
マイクロマスタ
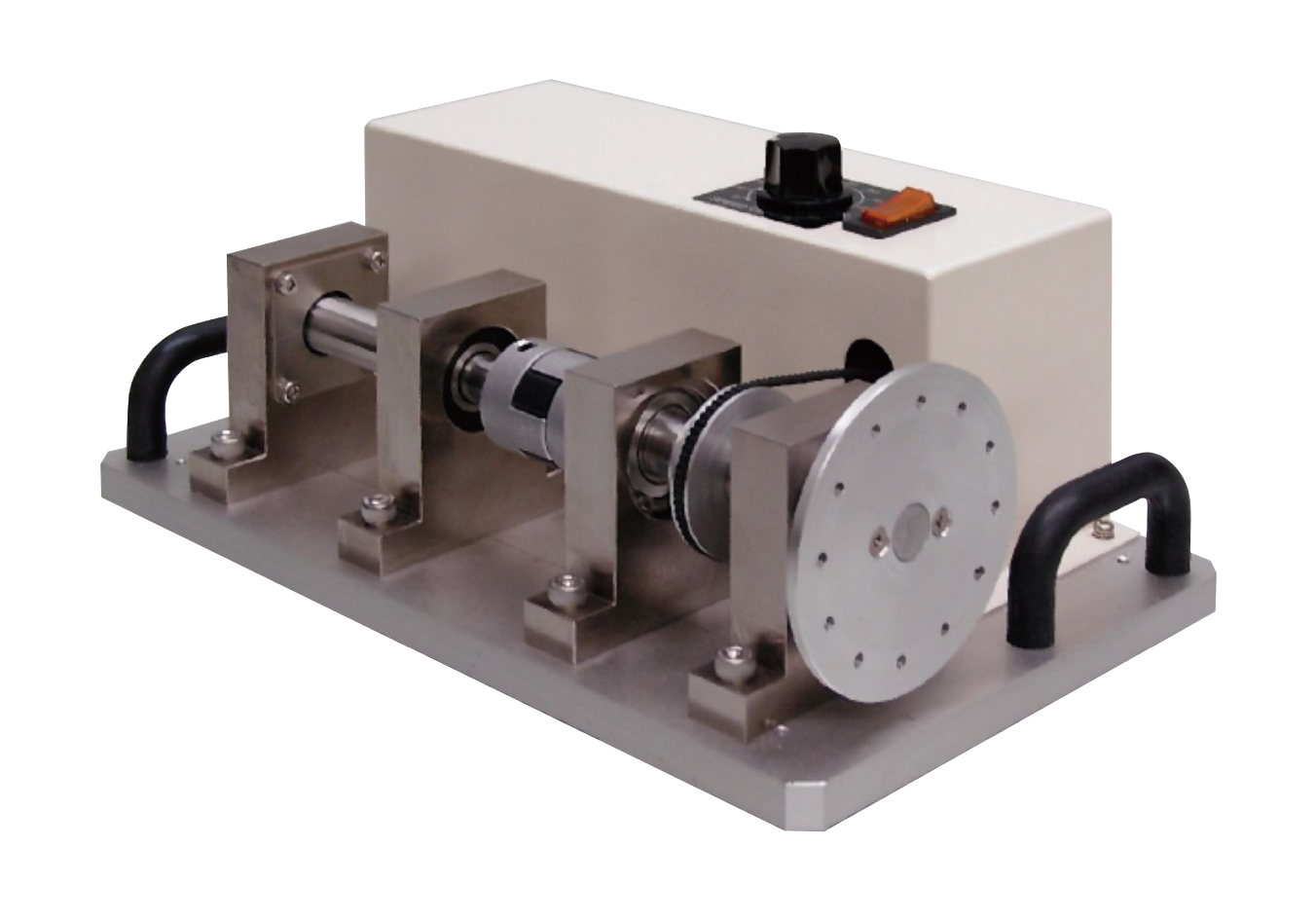
回転機械で起こり得る異常現象を発生させる故障シミュレータ。
アンバランス、軸受の傷を再現可能。
ミニマスタ

回転機械で起こり得る異常現象を発生させる故障シミュレータ。
アンバランス、ミスアライメント、ボルトのゆるみ、軸受の傷、歯車の欠陥などを再現可能。
