振動と振動計
簡易診断とは
簡易診断は設備診断の手法の一つで、設備の状態を迅速かつ容易に判定する技術です。振動の大きさで状態把握できる方法は、専門的な知識が無くても実施することができ、波高率(クレストファクタ、C.F.)で判定する方法は、波形の衝撃性を表す指標の一つで、実効値とピーク値の比によって定義されます。機械設備の保守に使用される判定法は、絶対値判定基準・相対判定基準・相互判定基準があります。
振動の大きさで判定する方法

機械の稼働状態が正常であるか、または異常現象が発生しているかを、振動の大きさを計測することによって判断する技術です。 具体的に、速度領域の周波数(1 000 Hz以下)に基準値より高い振動がある場合は「アンバランス、ミスアライメント、ゆるみ」などの異常、また加速度領域の周波数(1 kHz~10数kHz)の振動値が高ければ軸受や歯車の異常であるなど、要因や部位を明確にすることができます。
波高率(軸受けの初期的な傷を診断)

↑正常な軸受け(ピーク値/実効値=波高率が小さくなる)
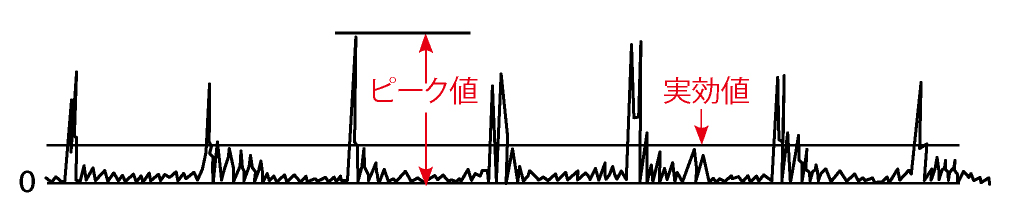
↑軸受けにスポット傷(ピーク値/実効値=波高率が大きくなる)
波高率は、クレストファクタ(C.F.)とも呼ばれ、波形の衝撃性を表す指標の一つです。
実効値とピーク値の比によって定義され、値が大きいほど衝撃性が高いことを意味します。
加速度から算出した波高率は、軸受けの初期的な傷を診断するのに有効です。
波高率=ピーク値/実効値
軸受けにスポット傷が付いた初期段階の振動波形は図のようになり、正常な軸受けに比べて波高率が大きくなります。
機械設備の保守に使用される判定法
振動の大きさを定期的に計測して判定基準に基づき正常か異常かを判断する方法です。
絶対値判定基準
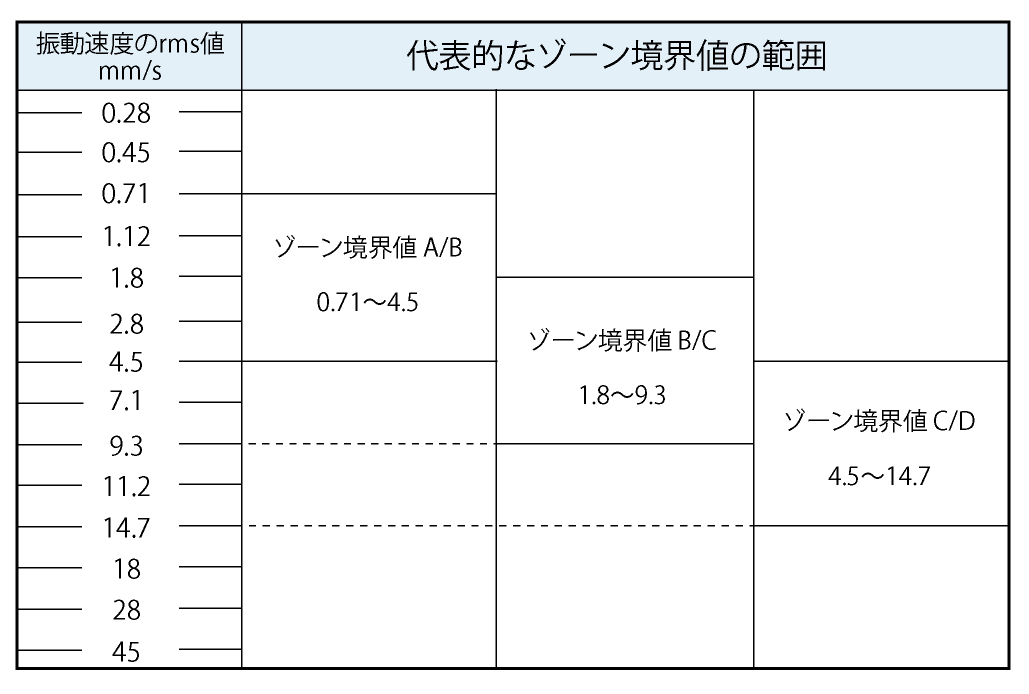
絶対値判定基準は、機械設備に固有な判定基準値と比較して、良好/注意/異常を判定します。
(ISO 20816-1:2016 機械の振動の測定および評価 などで規定)
ISO 20816-1: 2016において、機械振動の判定基準は示された範囲の中で評価に使用する評価基準を機械の供給者と使用者の合意によって決めること、評価の境界値は測定位置や機械の支持剛性などを考慮して決めることと定めています。
●判定基準値
・A:新設の機械は通常この範囲に入る
・B:長期連続運転可能
・C:長期連続運転不可。期間限定で運転可能
・D:損傷を起こす可能性が高い。運転不可
相対判定基準(傾向管理)
振動の大きさの初期値に対し、変動した割合で判定します。
回転装置など、振動状態が変化する振動の異常原因を把握するには、測定データを蓄積して、振動の状態を管理することが必要となります。
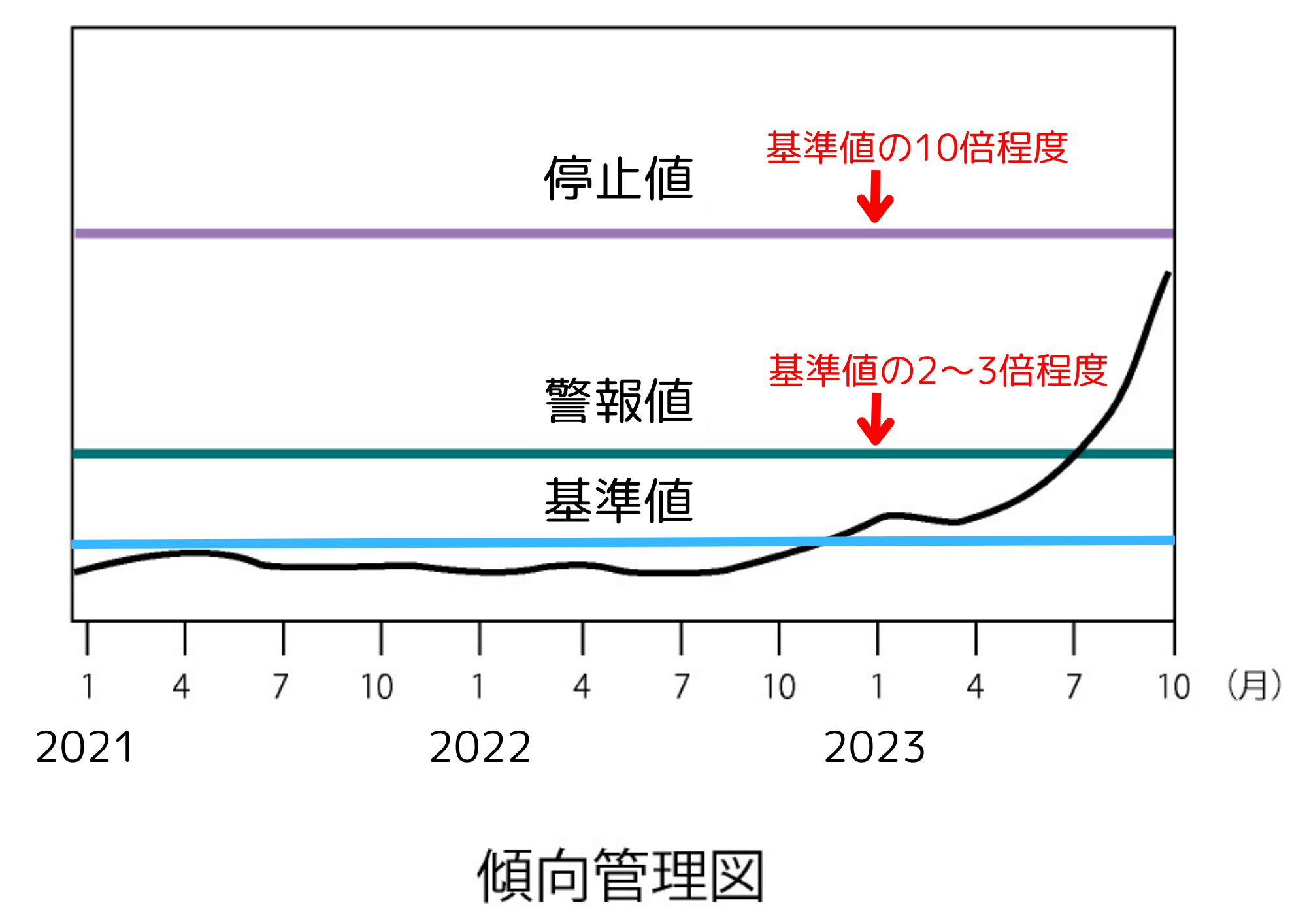
蓄積した測定データから基準値を定め、警報値、停止値を判定します。
警報値を超えた場合は監視を強め、停止値を超えた場合は精密診断を行います。
傾向管理では、振動値の大きさ、振動値の変化の大きさ、振動値の変化の速さを監視することが望ましく、一般的に振動速度領域では基準値の2~3倍を警報値、基準値の10倍程度を停止値とします。
機械の振動測定部位、測定方向、測定周期を決め、測定値などを時系列的に書き込んだグラフ(傾向管理グラフ)を作成して管理します。
●判定基準値
・基準値(ベースライン):機械が稼働してある運転時間を経ると、定常運転状態では安定した振動値を示す。このようにして経験的に得られた振動値。
・警報値(アラーム値):振動値がある値に達したり、顕著な振動値の変化が検知された場合、何らかの対応を必要とする警報を出す振動値。警報値を超えた場合でも一定期間は運転を続けることができる。基準値の 2~3倍程度(経験値)、機械によって個体差がある。
・停止値(トリップ値):機械の運転を続けると損傷の生じるおそれがある振動の大きさ。基準値の 10倍程度(経験値)、機械の個体差は認められない。
相互判定基準
同一仕様の設備が複数台ある場合、相互に比較して判定します。
-

ポケッタブル振動計 VM-63C
押し当て式のセンサが一体となり、ボタン1つで、加速度、速度、変位の切替が可能。片手で簡単操作が可能な、現場での使いやすさにこだわった振動計です。機械設備やモーターなどの回転体が発する振動測定や、振動による日常点検にご利用いただけます。
-

汎用振動計 VM-82A
加速度・速度・変位の測定が可能で、測定したデータは本体内部メモリに保存します。機械設備やモーターなどの回転体が発する振動測定や、振動による日常点検にご利用いただけます。
-

振動分析計 VA-14
加速度、速度、変位および波高率の同時測定と、さらに周波数分析(スペクトル表示)や時間波形表示が可能な振動分析計です。機械設備やモーターなど回転体の日常点検や簡易診断、精密診断までが1台で実施可能です。さらに新たにLAN端子が搭載されたことにより、設備機械の常時監視システムなどを構築することが可能となります。
-

振動について
振動測定のために必要な基礎知識について解説します。
-

振動センサについて(圧電式加速度ピックアップ)
加速度ピックアップを選択する上で必要な知識を解説します。
-

機械振動測定
機械振動測定における、測定点や測定方向の選択方法について解説します。
-
設備診断(振動法による)について
「設備診断(振動法による)」について解説します。
