振動と振動計
精密診断とは
精密診断は設備診断の手法の一つ、別項目で述べた簡易診断で設備に異常があると判定された場合に、機械が異常となっている原因特定や、発生場所などを特定する技術です。
異常と判定された振動の値から、さらに詳細な情報を得るため周波数分析を行い原因の特定につなげます。
異常が起きている場所の状態を把握することで、機械が故障に至るまでの時間を予測することもできます。
特に回転機械の異常の早期発見に有効です。
周波数分析の必要性
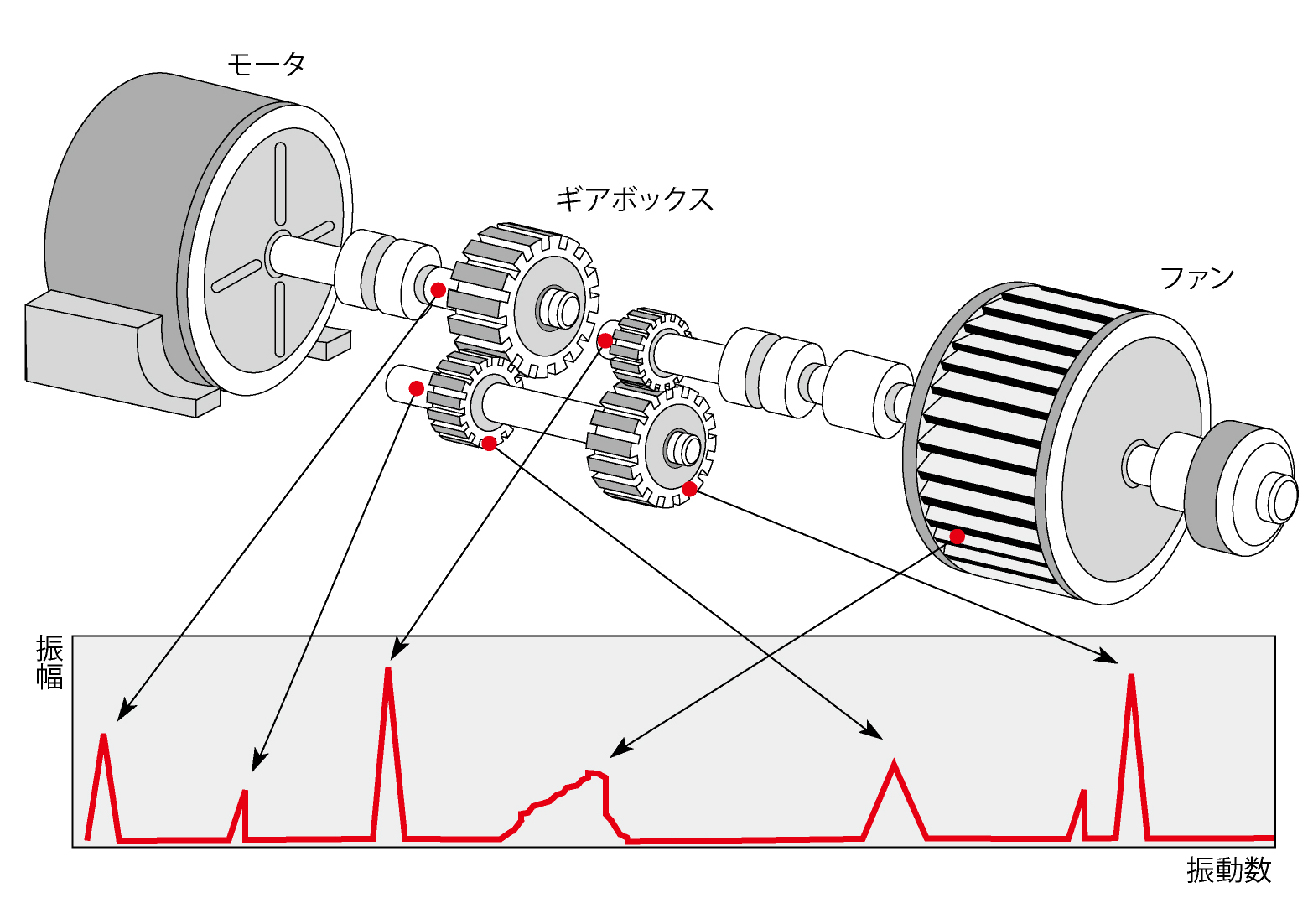
回転機械には、モータ・ギア・軸受・ファンなど、いろいろな振動発生源が含まれています。 振動低減対策や異常振動の原因調査を行う場合、振動の大きさを測定しているだけでは必要な情報を得ることができません。 周波数分析を行い、どのような周波数の振動がどの程度発生しているのかを知る必要があります。 図のように、機械から発生する振動周波数は各部位によって異なり、周波数分析を行うことによって振動源を特定することが可能となります。
(振動分析計や周波数分析器を用いて、スペクトルや時間波形を算出します。)
-
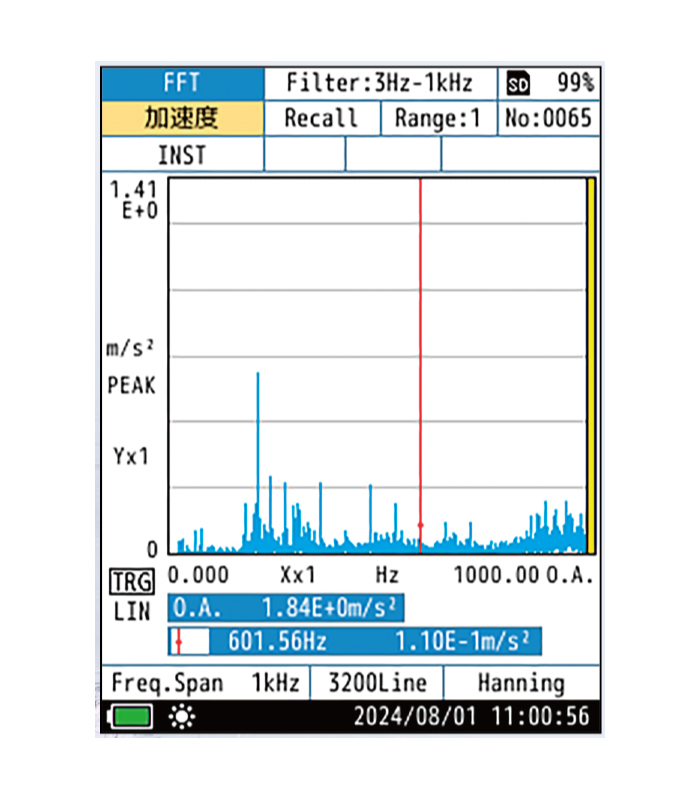
スペクトル
周波数ごとの振動振幅を表示します。 時間波形を一定時間ごとに区切り、その部分をFFT分析*した結果です。 正弦波の場合は1本の線スペクトルになりますが、機械振動では色々な周波数にピークが現れます。 *FFT分析(高速フーリエ変換)は周波数分析の1手法です。特に機械振動の分析に用いられます。
-
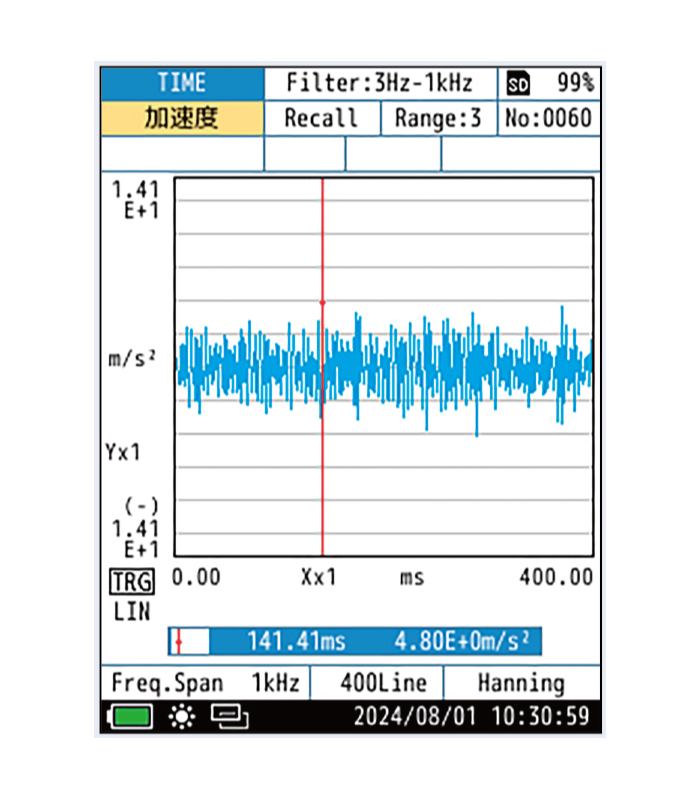
時間波形
ピックアップが置かれている場所の振動の時間的な変化を表示します。 振動が定常的なのか、あるいは衝撃的なのか、上下のどちらかに偏っているかなど、 スペクトルでは分からない情報を得ることができます。
回転機械の精密診断
精密診断によって、異常原因の特定と程度、発生位置の特定などを行います。
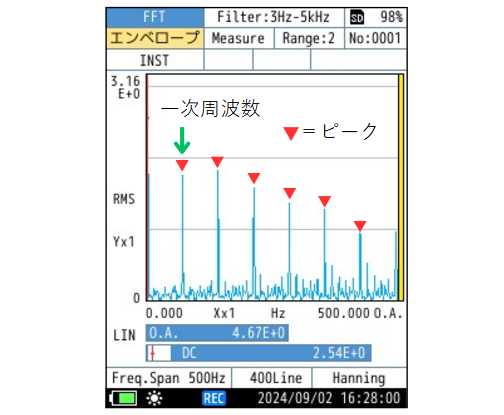
エンベロープ分析 測定例
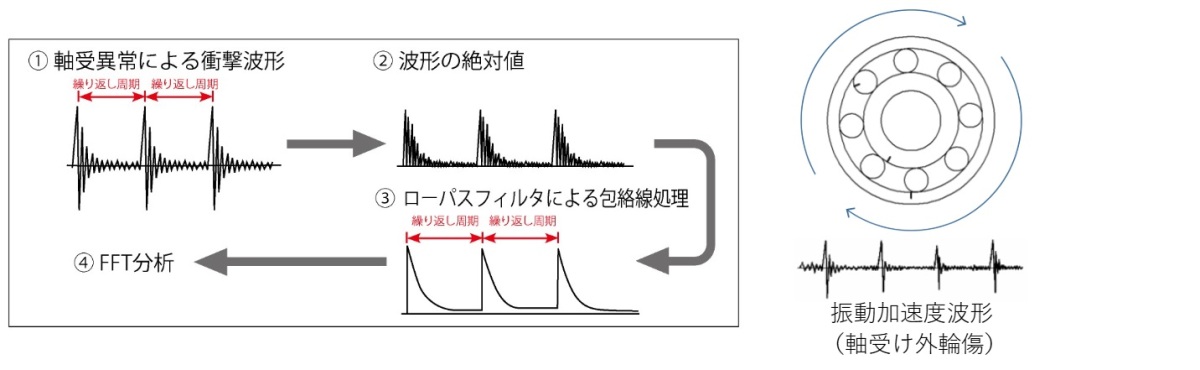
◆軸受(ベアリング)の診断
軸受(ベアリング)は外輪、内輪、転動体で構成されますが、そこに傷がある場合、回転したときに振動と傷が接触し、通常だと発生しない衝撃波形が生じます。異常な振動波形に対してエンベロープ分析を行うと、図のようにピークが等間隔に並び、問題となる周波数を抽出することができるため、異常の検出に有効です。軸受各部位の大きさ、転動体数、軸の回転数などを理論式に当てはめて計算すると、並んだピークの一次周波数より故障部位を特定することができます。
※画像内の「▼ピーク」「↓一次周波数」はイメージです。実際の画面には表示しません。
ミスアライメント 測定例
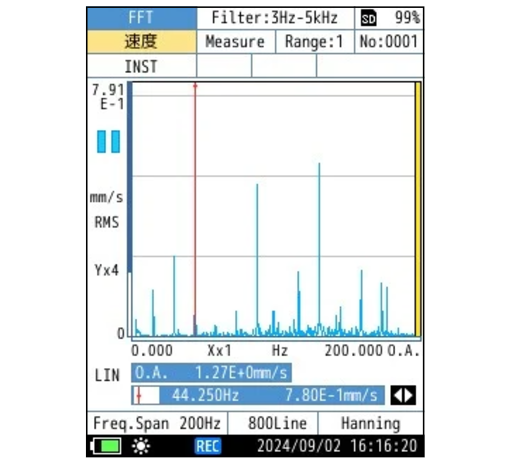
◆ミスアライメントの診断
ミスアライメントは、軸方向において、回転周波数の整数倍の振動が大きく現れます。 何倍の振動数が出るのかは、軸受けの継ぎ手の種類によって変わります。 この例では3倍の振動数が大きく現れています。
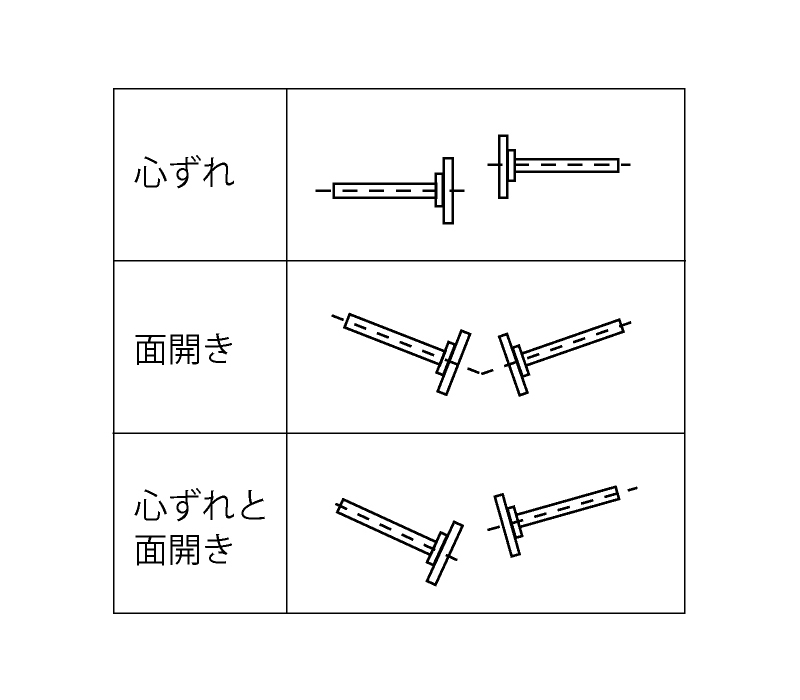
ミスアライメントとは?
いわゆる芯出し不良で、カップリングで結合される2つの回転軸の回転中心線が一直線になっていない状態を指します。
心ずれや面開き、およびその複合状態などがあります。
ミスアライメントが起こると面振れの影響で軸受へのスラスト荷重※が増加し、軸受寿命が低下します。
※スラスト荷重とは
軸受の中心線に沿って作用する力で、軸受が回転する際に発生します。
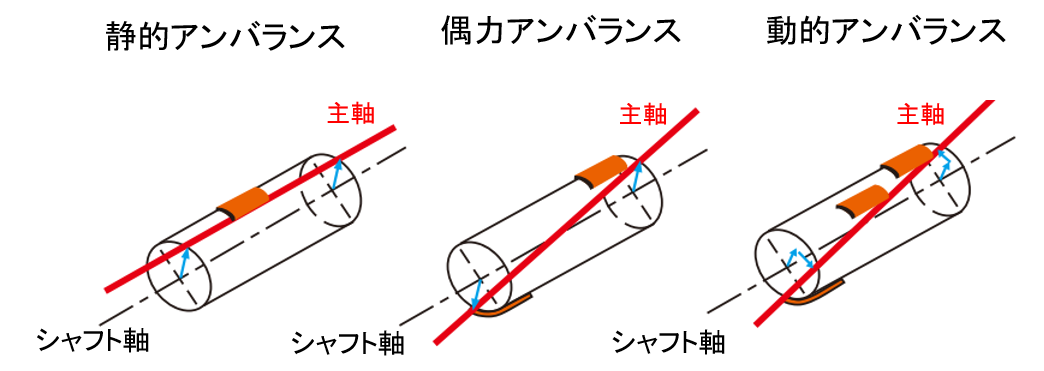
アンバランス 測定例
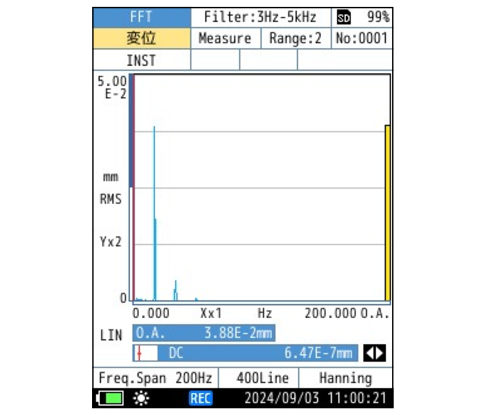
◆アンバランス
アンバランスは、円周方向において、回転周波数と同一の振動数成分のみが大きく現れます。
その他の周波数は殆ど発生しません。振幅はアンバランス量に比例します。
回転数が増加すると振幅は回転数の2乗に比例します。
-

振動分析計 VA-14
加速度、速度、変位および波高率が同時測定可能な「振動計モード」と、スペクトル表示や時間波形表示が可能な「FFTモード(周波数分析機能)」付きの振動分析計です。生産設備やポンプなど回転機械の日常点検や簡易診断に加え、精密診断まで可能です。設備診断や現場測定など様々な測定場面でご利用いただけます。
-

多機能計測システムSA-A1(振動分析プログラムSX-A1VA)
振動計測の基本的な機能を有し、産業機械の設備診断や傾向管理が行え、さらにFFT分析機能やエンベロープ処理機能を用いた精密診断なども行えます。
・ISO絶対値判定機能を用いた評価が可能です。
・最大4個の加速度ピックアップを接続することができるため、水平2方向・鉛直1方向や複数面の同時計測が可能です。
-

振動について
振動測定のために必要な基礎知識について解説します。
-

振動センサについて(圧電式加速度ピックアップ)
加速度ピックアップを選択する上で必要な知識を解説します。
-

機械振動の測定
機械振動測定における、測定点や測定方向の選択方法について解説します。
-
設備診断について(振動法による)
設備診断(振動法による)について解説します。
