振動と振動計
機械振動の測定
振動測定の目的のひとつとして、機械設備が稼働状態で正常に動作しているかの診断があり、対象となる機械や測定量などにより測定方法は多様です。こちらでは、様々な振動測定の中から「機械」を対象とした「機械振動測定」について解説します。
<振動測定の対象と目的>
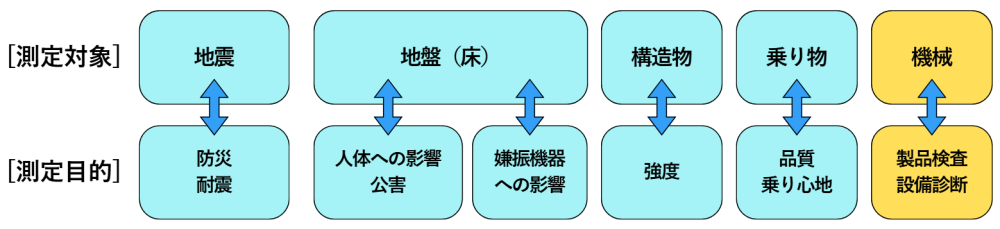
<振動測定の対象と目的>
加速度、速度、変位の使用方法
機械振動測定では、主に「加速度、速度、変位」という振動量を使って測定・評価します。
それぞれの振動量には特長があり、故障により発生する振動の周波数や測定の目的により使い分けて計測することにより、機械の状態を適切に把握することが可能です。
|
|
目的 |
|---|---|
|
変位 |
・低域振動数の測定(200 Hz以下) ・変化量そのものが問題になる振動の測定 ・引っ張りや圧縮などによる静的な変形による損傷問題 ・接触が問題となる場合(隙間監視) ・工作機械などの加工精度の評価 など |
|
速度 |
・中域振動数の測定(10 Hz~1 kHz) ・アンバランス、ミスアライメント、ボルトの緩み、ガタなどの検出 ・振動シビアリティ(ISO 10816、JIS B 0906)を適用する場合の評価 ・金属疲労度(変位振幅×繰り返し数)の評価 ・一般産業用回転機械 など |
|
加速度 |
・高域振動数の測定(1 kHz以上) ・軸受や歯車などの欠陥検出 ・高速小型回転機械 など |
測定点の選択
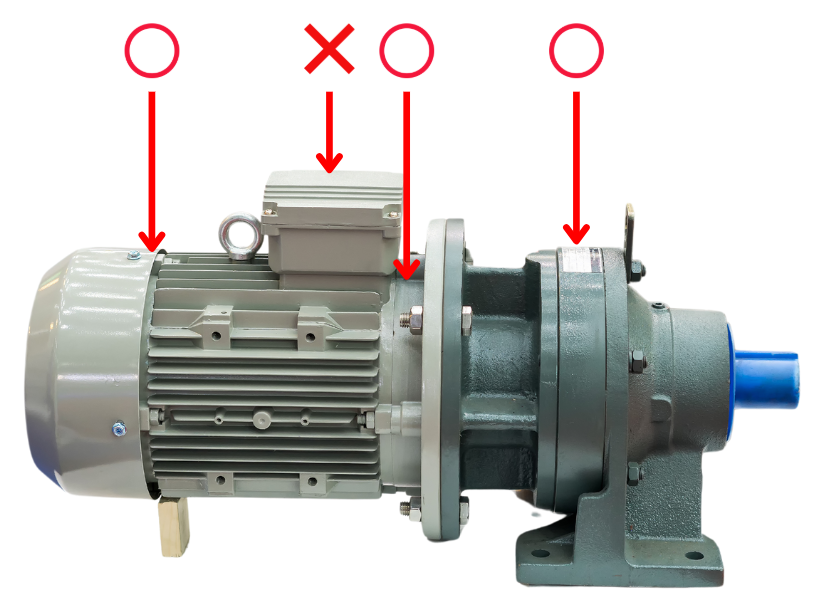
測定点

圧電式加速度ピックアップ設置例
測定点は、軸受などその状態を確認したい部品や部位に近い場所・剛性の有る場所・平坦で滑らかな場所・塗装が無い場所、等を選択します。
ざらざらしていると設置がうまくいかず測定値が安定しないことがあるので、その場合はグリースやワックスを塗布してください。
また、いつも同一箇所を測定することが重要です。
測定方向
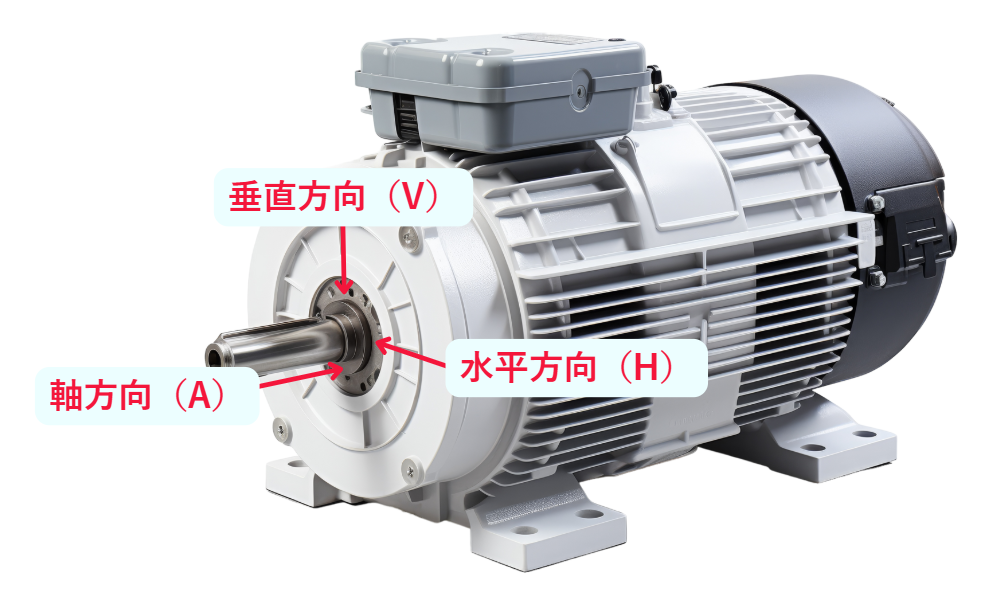
測定方向例
故障の現象によって大きな振動が発生する方向が異なるため、故障の現象に合わせて適する方向を決めて測定します。
水平方向(H)、垂直方向(V)、軸方向(A)のように方向を決めます。
◆アンバランスは、軸の中心と重心がずれて回転してしまう現象です。アンバランスの現象をとらえたい場合は、水平方向と垂直方向で測定します。
◆ミスアライメントは、カップリングのずれで起きてしまう現象です。ミスアライメントの症状をとらえたい場合は、水平方向、垂直方向、軸方向で測定します。
◆ベアリング異常は、軸受けの損傷で衝撃的な振動が生じてしまう現象です。ベアリングの症状をとらえたい場合は、水平方向または垂直方向で測定します。
|
|
測定方向 |
振動量 |
|---|---|---|
|
アンバランス |
水平方向(H)、垂直方向(V) |
速度 |
|
ミスアライメント |
水平方向(H)、垂直方向(V)、軸方向(A) |
速度 |
|
ベアリング異常 |
水平方向(H) または 垂直方向(V) |
加速度 |
※ 基本的には、水平方向、垂直方向、軸受け方向の3方向全て測定することが望ましいです。
目次